相關技術







聯繫蘇氏
蘇氏熱處理(深圳)有限公司
服務熱線:0755-27291255
傳真:0755-27293730
E-MAIL:sushirechuli@163.com
公司地址:深圳沙井新橋第二工業區白沙路14號
作者: 時間:2016-10-13 15:33:52 瀏覽數:10447
型结构件是工程机械产品的骨骼,也是厂家设计水平的体现和制造水平的反映。由于结构件在承载能力、外观造型及实现产品功能上的重要作用,在工程机械产品的设计和制造中应特别予以重视。
大型结构件因为体形庞大,焊接部位多,部分尺寸精度和位置精度要求较高,支承起来难度较大,尤其是整体变形问题,一直是困扰工艺人员的一大难题。本文主要结合中外建发展股份有限公司生产的平地机、装载机典型结构件的工艺实际,对大型结构件的焊接变形情况和原因进行了分析,并提出了一些控制变形的工艺对策。
1 大型结构件变形的典型实例及危害
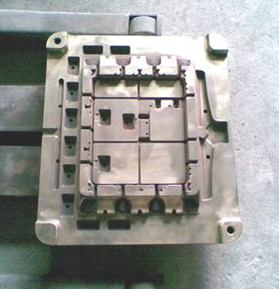
1.1 PY160C型平地机后机架的变形
后机架是PY160C型平地机最大的结构件(见图1),该件外形尺寸为3 300 mm×1 100 mm×800 mm,由72个零件组成,属于框架特征的大型结构件,其制造方式为多个零件上胎合拢、拼点,然后焊接而成。该件在整机装配时需与发动机、变速器、司机室、驱动桥等部件相连接,其工艺要求为:基础面平面度≤3 mm,扭曲度≤5 mm,垂直度≤2.5mm。按传统方式焊接后,一般情况下变形为:扭曲度10~30mm,平面度5~8 mm,垂直度5~10 mm,横向孔组的中心距超差,如后桥安装距720 mm±0.5 mm,焊后变为720 mm+2 mm。虽在焊后经过整形工序,但变形量相对装配要求仍然偏大,造成该件返修率较大,以致后来采用“配焊”、“垫板调整”等落后工艺进行调整。
1.2 ZL50C型装载机动臂的变形
该件为H形大型结构件(见图2),外形尺寸为2800 mm×1 200 mm×800 mm,制造方式为支座组件与两动臂板合拢后进行大截面角缝焊接。其焊接方式为3层6道焊缝连续焊接。该件是装载机作业时铲斗运动的关键支撑件,其工艺规程要求尺寸a与b相对中心线的对称度为1.5 mm;A、B、C、D各组孔的中心线平行度为Φ1.0mm;各组孔同轴度为Φ0.5 mm。按上述方式焊接后主要变形为支座出现旁弯,通常引起尺寸b偏小8~15 mm,尺寸a与b对称度超差1.5~2 mm,尺寸a与b各自的中心线不平行,两中心线出现2°~3°的夹角,造成动臂变形,长时间作业时整机会出现铲斗失稳现象。
2 结构件变形的理论分析
工程机械结构件主要是由冷、热轧钢板、型钢及它们的成形件装焊而成,材质主要为低合金结构钢。从结构件制造工艺来看,造成大型结构件变形的原因,主要来自三个方面:即焊接热应力、残余应力和外力。
2.1 焊接热应力变形
工件在焊接过程中,对金属材料是一种不均匀的加热和冷却。焊接时,加热的热源是移动的高温电弧,焊缝和热影响区金属温度很高,金属受热膨胀,但又受到常温金属的阻碍和抑制,便产生了压缩塑性变形。结构件的焊接变形程度与施焊时热源的输入能量成正比。
2.2 残余应力变形
残余应力主要为焊接残余应力和成形加工残余应力,当工件某一部位施焊结束后,其焊缝金属由膨胀转为收缩,但其又受到常温金属的限制,这时便产生了焊接残余应力。成形加工残余应力主要是因为工件受工艺性外力而引起,如工件自由弯曲成形时不得法;钢板校平辗压次数少;机加工吃刀量过大等等都能引起成形加工残余应力。
2.3 外力引起的变形
主要指组装、焊接过程中由磕、碰、摔、撞或过载引起的异常变形。
结合对引起变形应力的理论分析,可知前述PY160C型平地机的后机架变形是上百条焊缝的焊接综合变形。ZL50C型装载机动臂变形则是典型的大热场焊缝产生的焊接热应力变形,该件的动臂板厚度为50 mm,由于在施焊时焊接热影响区的温度可达850℃,随着加热部位金属发生相变,便产生了残余应力,它残存在母材中,不但引起构件变形还将影响构件的使用性能和质量。
3 克服结构件变形的工艺措施
3.1 平地机后机架的变形纠正
传统方法采用火焰加外力来解决PY160C型平地机后机架的扭曲变形。把该件平放在工作平台上,将其两个角或三个角垫起,并使其与工作台紧固,用火焰加热应力集中区域,再用机械方法拉动悬空的角,以达到矫正扭曲的目的。但是当我们在矫正其它次要变形时,扭曲变形又重新出现。这种反复矫正的方法,不但耗费了大量的人力、物力而且仍会使工件产生新的残余应力,留下了产品后期变形的潜在危险。
通过不断的实践探索,我们对后机架的工艺进行了重新审定,实施了一套“先部件,后总成”的治本之路,即将整个后机架分为轴承座、左梁、右梁三个部件,每个部件下又分若干次部件,再下一层是零件,装焊并整形的次序是:零件→次部件→部件→后机架总成。这种方法实际上是把后机架一次焊接所承受的全部热量与变形,分散到前序逐级削弱,并分部件进行矫正变形,以减少总装后的变形。按此种工艺制作的后机架变形很小,由于我们根除了最严重的扭曲变形,使该件整形时非常轻松地达到了图纸要求。
3.2 克服装载机动臂总成的变形
我们从三方面采取措施来克服动臂的焊接变形:首先是采取增加约束的办法来限制动臂的变形,即在距支座200 mm处设置两个可调支杆,从两边顶住两动臂板,以限制动臂板焊接时往里变形;其次是减少焊接线能量,对于截面积为200 mm2的焊缝采取4层12遍交替焊接的工艺,如图3所示,图中序号为施焊次序。采用手工CO2气保护电弧焊,这一措施对减少动臂的变形收到较好的效果;第三,采取经济、简便的火焰矫正法。
其操作方法是:用气焊焊枪加热,采用碳化焰,在与支座和动臂板的焊缝相对应的动臂板外侧,自上而下呈线状逐步加热,加热速度为3~5 mm/min,加热温度为750~800℃,冷却时用清水自下而上进行,当尺寸b的变形量大于10 mm时,加热宽度为10~20 mm,加热深度为15~20 mm;当变形量小于10 mm时,加热宽度为10~15 mm,加热深度为10~15 mm。采用以上方法,动臂形位公差与尺寸均能达到标准要求。
4 减少大型结构件变形的工艺对策
工程机械大型结构件要比一般教科书或技术资料中所描述的结构件复杂得多,且对不同的结构件的性能要求也各不相同。根据实践经验我们总结出几种克服工程机械大型结构件变形的工艺对策。
(1)结构件本身的结构设计要合理,即尽量遵守焊缝设计三原则:焊缝数尽量少、焊缝截面尽量小、焊缝位置要对称。
(2)选择线能量较低的焊接方法,包括采用多层焊和利用CO2自动焊代替气焊或手工电弧焊。
(3)选择合理的焊接顺序,使工件受热均匀。
(4)对形状复杂、组成件多的结构件采用多层部件装焊法,多步骤装点,多步骤焊接,多次整理。
(5)消除残余应力,保证结构件的长期稳定性:
a、对有压形和校平工序的零件采取措施,使其施力处的金属组织均匀。
b、对800℃以上的加热应慎重,避免引起材料的相变。
c、严禁用火焰成形法加工零件或加工装焊成形后的某一部位。
d、结构件在加工前应进行回火处理或天然时效。
(6)对简单零件尽量采用机械矫正。
(7)对两端有约束的部件间的变形,应用机械手段调整并保持一定的施力时间。
总之,克服工程机械大型结构件的变形是一个理论和实践性很强的课题,克服变形的措施就是要保证结构件的热场均衡并尽量避免应力的产生,掌握这一指导思想,我们就可以在生产实践中不断地制定出更加完善的工艺对策。
| 上一篇: 铸铁零件的焊接方法 | 下一篇: 焊接历史 |


蘇氏熱處理(深圳)有限公司 粵ICP備14020634號
服務熱線:0755-27291255
傳真:0755-27293730
E-MAIL:sushirechuli@163.com
公司地址:深圳沙井新橋第二工業區白沙路14號
 粤公网安备 44030602001609号
粤公网安备 44030602001609号